Light and Dark Mode
Colour perception is relative. To assist with your colour selection choose a light or dark background.
Next >Light and Dark Mode
Colour perception is relative. To assist with your colour selection choose a light or dark background.
Next >



Please note that your monitor will affect colour accuracy
ALPI Designer Collections

Architect, designer and art director. In 1986, he and Nicoletta Canesi founded Lissoni Associati, a multidisciplinary architecture and design firm based in Milan.
This was followed by the opening of the visual communications company Graph.x in 1996 and later by the architecture firms Lissoni Architettura and the New York based Lissoni Inc.. With its multinational staff, the group encompasses all aspects of architecture, interiors and product design, as well as graphics, art direction and corporate identity, extending globally to include hotel, restaurant, residential, corporate, retail and exhibition design. Piero Lissoni is art director for major brands such as Boffi and De Padova and designs collections for internationally renowned names including Alessi, Flos, Glas Italia, Living Divani, Kartell, Kerakoll, Knoll and Porro. He has received an array of international awards, amongst which the Good Design Award, the Red Dot Award and the ADI Compasso d’Oro.
Recently completed architectural projects include the Conservatorium Hotel in Amsterdam (2012), the Mamilla Hotel in Jerusalem (2009), renovation of the historic Teatro Nazionale in Milan (2009) and the headquarters and production facilities of Kerakoll Design Lab (2014), Matteograssi (2011), Glas Italia (2010) and Living Divani (2007) in Italy.
Soon to be inaugurated are the Oberoi Resort Al Zorah in Ajman, UAE, two towers for the Swire Hotel Group in Shanghai, exclusive waterfront condos and villas for the Miami Beach Ritz-Carlton Residences, twelve hotels across South Korea for the Shilla Stay Hotel brand, the new Roomers Hotel in Baden-Baden, a boutique hotel on the shores of the Italian lakes, a mixed-use development in central Moscow and a luxury townhouse in Chelsea, New York.




Please note that your monitor will affect colour accuracy
Born in 1954, he completed his master’s degree at the University of Tokyo in 1979. After studying at Columbia University as Visiting Scholar, he established Kengo Kuma & Associates 1990. In 2009, he was installed as Professor at the Graduate School of Architecture, University of Tokyo.
Among Kuma’s major works are Kirosan Observatory (1995), Water/Glass (1995, received AIA Benedictus Award), Stage in Forest, Noh Stage in the Forest (received 1997 Architectural Institute of Japan Annual Award), Bato-machi Hiroshige Museum (received The Murano Prize). His recent works include Yusuhara Wooden Bridge Museum (2010), Asakusa Culture and Tourism Center (2012), Nagaoka City Hall Aore (2012) and Ginza Kabukiza (2013).
Kuma is also a prolific writer, including Anti-Object, translated into English. Most of his latest titles have been published in English, Chinese and Korean and have won wide readership from around the world.
Please note that your monitor will affect colour accuracy

Sofia Lagerkvist and Anna Lindgren are the members of the Swedish design group Front. Their works are based on common discussions, explorations and experiments and they are all involved in the projects from initial ideas to the final product. Front’s design objects often communicate a story to the observer about the design process, about the material it is made of or about conventions within the design field. In their work they have assigned part of the making of design to animals, computers or machines. They have made a constantly changing interior, created objects with explosions, robotic furniture and a range of furniture inspired by their fascination with magic.
Please note that your monitor will affect colour accuracy

Founded in 1983 in Sao Paulo by brothers Fernando (born 1961) and Humberto (born 1953) Campana, Estudio Campana became famous for its furniture design and the creation of intriguing objects such as the Vermelha and Favela chairs and has grown to include Interior Design, Architecture, Landscaping, Scenography, Fashion, Artistic Partnerships and more.
The Campanas work incorporates the idea of transformation, reinvention and the integration of craftsmanship in mass production. Giving preciousness to common materials carries not only the creativity in their design but also their very Brazilian characteristics—the colours, the mixtures, the creative chaos, the triumph of simple solutions.
Companies such as Alessi, Artecnica, Baccarat, Bernardaud, Consentino, Corsi Design, Edra, Fendi, Grendene, H. Stern, Lacoste, Louis Vuitton, Moleskine, Nodus, Skitsch, Trousseau, Venini and others produce the ideas created by the team at the studio, which also signs its own line of limited numbered editions and unique pieces often crafted in partnership with artisan communities and NGOs.
Please note that your monitor will affect colour accuracy
Born in Innsbruck, Austria, in 1917, Ettore Sottsass received his degree in architecture from the Turin Polytechnic in 1939. In 1947 he opened his own architecture and design office in Milan.
His collaboration with Olivetti began in 1958 and lasted for over thirty years, during which he received three Compasso d’Oro design awards. Among the items he designed for Olivetti are: “Elea”, the first Italian electronic calculator, in 1959; “Tekne 3”, “Praxis 48”, the red portable typewriter “Valentina” and “Sistema 45”.
All throughout the ‘60s and early ‘70s, Sottsass’s work explored the themes that would stand central to his designs in the years to come: it was during this period that he laid the foundations for what would later be called Nuovo Design. In the second half of the ‘60s, Sottsass starts Pianeta Fresco, magazine co-edited with Allen Ginsberg and Fernanda Pivano and he is involved in the first debates on Radical Architecture, followed, at the beginning of the ‘70s, by several conceptual counter-design works.
In 1980 he founded Sottsass Associati Studio and Memphis.
In 1981 the first Memphis exhibition opens in Milan (shows will follow until 1987). Memphis, gathering internationally known architects and desingers, quickly became the symbol of Nuovo Design and point of reference for all contemporary avant-garde directions.
His works are in the permanent collections of a wide range of museums: Centre Georges Pompidou, Paris; Musée des Arts Décoratifs, Paris; Victoria & Albert Museum, London; Stedelijk Museum, Amsterdam; MOMA, New York; Metropolitan Museum, New York; Musée des Arts Décoratifs, Montreal; Israel Museum, Jerusalem; National Museum, Stockholm.
Please note that your monitor will affect colour accuracy
Alessandro Mendini (1931–2019) was born in Milan to an artistic family. After taking his degree in architecture at the Milan Polytechnic, his direct influences were Ernesto Nathan Rogers, Marcello Nizzoli and Gio Ponti. Interested in writing and theorising in addition to drawing, he successively directed the magazines Casabella (1970–1976), Modo (1977–1981) and Domus (1980–1985 and 2010–2011). He published the books Paesaggio casalingo (1978), Architettura addio (1981), Progetto infelice (1983), Scritti (2004) and Scritti di domenica (2016). As the editor of design magazines, Mendini established himself as the voice of eclectic, incoherent architecture, which he considered a marvellous device for the mixing of styles and visual languages both contemporary and historical, looking both to art and mass production.
In the 1970s he became an exponent of the turning point toward postmodern design. He defended the concepts of banal and kitsch, using them as secret weapons to disperse the boringness of functionalistic and serious architecture. From 1979 to 1991, he gave existence to Alchimia, one of the best-known radical-design groups, whose principle was the hybridisation of the arts.
Please note that your monitor will affect colour accuracy

Stine Gam, Danish architect with a master in furniture design. Enrico Fratesi Italian architect graduated with a master in industrial design. Gam and Fratesi gained experience as architects in several architecture studios in Japan and Scandinavia before establishing their own design studio based in Copenhagen.
GamFratesi’s design takes its creative drive from a fusion of tradition and renewal and in an experimental approach to their chosen materials and techniques. With their dual traditional background, Stine Gam and Enrico Fratesi draw on the classic Danish furniture and craft tradition as well as the classic Italian intellectual and conceptual approach.
Please note that your monitor will affect colour accuracy

Please note that your monitor will affect colour accuracy
WHAT IS EVENEER?
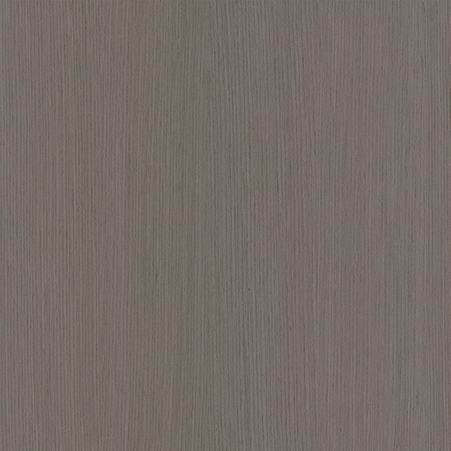
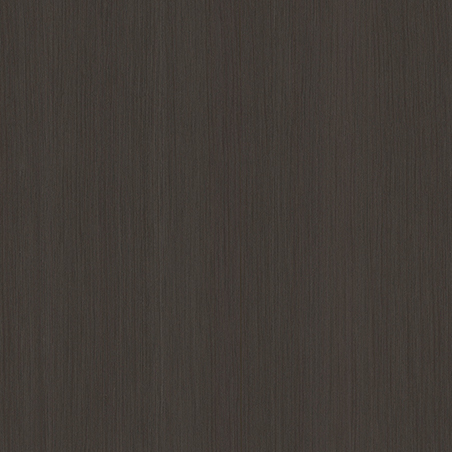
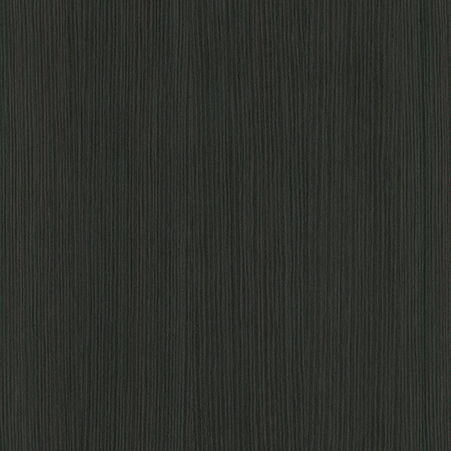
Eveneer is a range of sliced, real wood veneers made from Alpi wood*.
As a natural timber product, no two Eveneer sheets are the same, yet Eveneer is largely even in colour and pattern and free from the splits, knots, holes and discolouration found in conventional timber veneers.
Suitable for use on wall panelling, joinery, furniture, doors, etc.
*rotary peeled timber that is colour enhanced, reformed to a square log and then re-sliced into rectangular veneer sheets, made by the world’s leading manufacturer of reconstructed veneer, Alpi, in Italy from Poplar grown in agricultural plantations and timbers grown in sustained yield forests.
ADVANTAGES
Q&A
The following are some of the questions we are frequently asked. Though if you would like specific information relating to your project or would like one of our sales representatives to contact you please call the ELTON Group office from anywhere within Australia on 1300 133 481.
Is Eveneer made from real wood?
Yes, it is made from veneers of natural wood and preserves all the typical characteristics of natural wood: its main advantages compared to natural wood are surface homogeneity, more even colouring and standard dimensions. The process of creating Eveneer comprises an initial peeling followed by slicing, that is why it is known as reconstructed, reconstituted, recon or recut.
Can Eveneer be finished using the traditional polishing systems used for other types of wood?
Yes it can, without causing any significant changes.
Does Eveneer require special polish?
No it doesn’t. It only requires a polish with high wetting power and good resistance to yellowing which has already been designed for deep pore wood or light-coloured wood such as maple and birch. Please note that the use of good UV absorbers in the topcoat increases the resistance of finished products to light.
Can Eveneer be finished with water-based polishes?
Yes it can, without causing any problems, but bear in mind that specific hardwood emulsion must be used, since this wood usually has a slightly acid reaction.
Is Eveneer as resistant to working environment exposure as the main natural wood species?
When used for internal cabinetry and finished using the correct quantity of polish with the aforementioned characteristics, the answer is Yes. Obviously, the quantity of polish applied and the polishing methods used produce substantial qualitative differences in terms of strength, abrasion, permeability, etc.

↑ Square log ready for slicing Eveneer






































Please note that your monitor will affect colour accuracy
STANDARD DIMENSIONS
Veneer
Length: 2500 / 2800 / 3150mm (+ overtrim)
Width: 640mm +/- 20mm
Thickness: 0.55mm (tolerance +/- 0.08mm)
Veneered Panels
Length: 2400 / 2700 / 3000mm (+ overtrim)
Width: 1200mm (+ overtrim)
Thickness: typically 17 / 19 / 26 / 33mm
Veneer Edging Rolls
Length: 50m
Width: 22 / 38mm
Thickness: 0.5mm
MOISTURE CONTENT
8% – 12%
SPECIFIC WEIGHT
Depending on the base wood used varies from 450 – 650kg/m3 with 12% moisture content
GLUES
Urea glues have been used in the manufacturing process, Elton Group suggests that normal OH&S timber veneer use practices are used when using Eveneer.
FIRE RATING
Eveneer veneers achieve Group 2 when pressed on Fire Rated MDF or Group 3 when pressed onto standard MRMDF board according to Specification A2.4 of the Building Code of Australia, BCA C1.10a Fire Hazard Properties, Wall and Ceiling Linings/Coverings.
Samples were tested in accordance with AS 5637.1:2015 Determination of fire hazard properties Part 1: Wall and ceiling linings.
MANUFACTURING
Peeling
The logs selected are rotary peeled into thin sheets with a peeling machine and then cut into the sizes required for the manufacturing process.
Toning
The core of this process is in the toning of the sheets to obtain the required shades of colour. Thanks to the constant research on wood toning carried out by the manufacturer, toning systems based only on water cycles have been developed.
Wood sheets are impregnated by immersion into steel tanks at controlled temperatures with the addition of soluble colours made of an organic structure and therefore without chrome or other heavy metals.
Drying
During the retoning process, moisture reaches 100%. Through the drying of the retoned veneer sheets in hot air dryers, the excess moisture is eliminated. After coming out of the drying tunnel, retoned veneer sheets undergo a further quality selection.
Composition
According to the wood species to be reproduced or the selected design, the retoned veneers are mixed, superimposed with the same fibre direction and piled up for pressing.
Gluing
The pack of sheets is then put into a gluing roller that spreads some glue on each sheet. The gluing operation serves two important functions: it transforms the pack of sheets into a monolith and determines particular patterns according to the colour of glue used.
Pressing
The block of glued sheets is put into a flat press or presses with particular moulds according to the design to be obtained.
The different moulds determine the crown and/or burl designs.
At the end of this stage we have a compact rectangular block a few metres long and about 700mm wide and high.
Slicing
The compact rectangular block is squared and sanded before being sliced or sawn to obtain veneers or boards.
Final Control
Every sheet undergoes accurate quality controls and, if necessary, is repaired by experts using cabinet making techniques.

↑ Rotary peeling the veneer
↑ Veneer blocks prior to pressing
QUANTITIES
Please contact us when your project requires large quantities of veneer so that we can work with you to ensure stock availability.
PANEL STABILITY
To prevent your veneered panels from warping or bowing, they are backed with a timber veneer of similar thickness and strength (balancing veneer). For surfaces that will not be seen any colour veneer may be used, this is known as Good One Side (g1s) with BAMO back (back at manufacturer’s option). If both surfaces will be visible the face veneer should be used both sides, good two sides (g2s).
LENGTHS
Eveneer veneers are available in 2500mm, 2800mm or 3100mm lengths, please refer to the individual item for it’s length. If longer lengths are required it is necessary to specify whether the veneer is to be joined end to end or perhaps the veneer would be better run in a different direction and joined side to side. If joined end to end the joint will be obvious so should be dealt with as a design feature and may be best book-matched, but when joined side to side the joint is virtually invisible. The direction of the veneer grain should be indicated on your drawings.
MATCHING + JOINING
The method used to slice veneer results in a tight (smooth) side and a loose (rough) side. Eveneer should be pressed with the tight side to the panel, so that the loose side is sanded back towards the tighter/ smoother grain. It is generally recommended that Eveneer sheets be slip matched (joined side by side), however, if you are using a burl pattern, e.g. Coco-Burl, to simulate the look of natural burls, it is recommended to cut the sheets down into halves or thirds and book-match the sheets to achieve a symmetrical effect (one piece tight side down, the next, tight side up).
COLOURS
Eveneer ‘logs’ produce approximately 1000 leaves of veneer. Within these logs the variation is minimal, however, as with fabric, carpets, etc, logs from different colour batches can vary in colour by up to 10% due to natural variations in the timbers, their absorption of the dyes and different dye batches. Different coating systems can also change the finished colour of the veneer. In large or lengthy projects it is important to manage the integration of a new log into the fit-out to avoid noticeable variations, e.g. do not use veneer from 2 different logs in the same section of wall panelling.
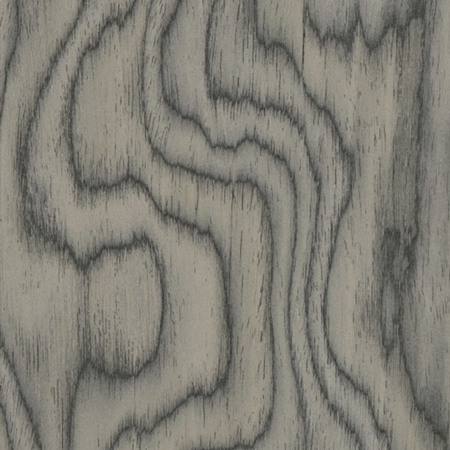
CROWNS
Most Eveneer veneers exhibit a straight (also known as quartered) grain, while some have a pattern known as crown. In conventional veneers, the crown is caused by the tapering shape of the tree and in Eveneer this pattern is replicated in the manufacturing process. Our pattern diagrams give an indication of the full leaf pattern – 2 leaves make up a full panel. Please indicate on your drawings direction of the grain and how you would like your crowns to appear on the finished joinery item. It is possible to change both the direction and spacing of the crowns, if the application requires, in which case you should discuss the layout of the veneer with your joiner.
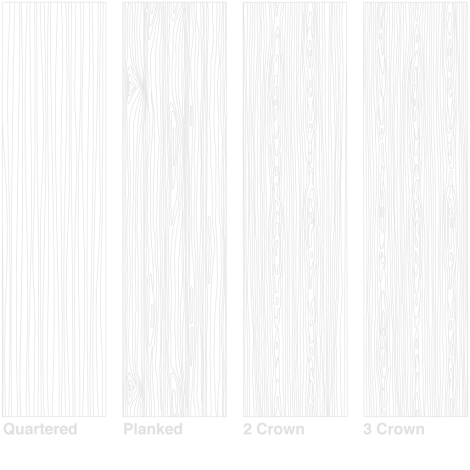
↑ Pattern Diagrams
EDGING
Matching veneer edging is available for Eveneer products in 0.5mm and 1.5mm thickness.
REACTION TO LIGHT
All timbers change colour over time when subjected to direct and indirect light, both natural and artificial. In addition, heat and humidity will accelerate the ageing process and finished colour may also be affected by such things as staining, polish, excessive heat in panel production and reaction to glues and other chemicals. Some timber colours change more than others. To minimise this change we recommend the use of a toner in the finishing system as well as sufficient amounts of UV inhibitor in each coat of polish at a percentage recommended by your qualified polisher. However, we stress that no timber products or finishes will withstand prolonged exposure to light without exhibiting some change over time, therefore, we do not recommend the use of Eveneer in areas subject to high light exposure.
FINISHING
Veneered surfaces require finishing to protect them from marking and the effects of humidity and light. There are many finishes available from Oils and Waxes through to Polyurethane, Acrylic Modified Polyurethane, and Polyester. The finish you use will generally be determined by the appearance and/or hardness required. Your cabinet maker or polish supplier should be consulted on the product most suitable for your application. Some important points to discuss with your polisher.
Isolator Layer
We recommend the application of a polyurethane isolator layer to separate the salts and tannins in the timber from any chemical reactions with the polish.
Choking
Eveneer is an open pored timber and can be finished to achieve either an open pore or closed pore (smooth) look. For a closed pore look the finish should be described as fully choked.
Gloss Level
As a general guide: matt can be described as 0 = 10% gloss level, low sheen 10 = 25%, satin 25 = 50%, semi-gloss 50 = 80% and high gloss 80 = 100%. (Source: Master Painters Institute).
Yellowing
Some polyurethanes are more yellow than others and may also become more yellow with age. To minimise this, we recommend the use of non-yellowing finishes. To date, the clearest finish available is acrylic modified polyurethane.
UV Protection
It is recommended that Eveneer be finished with a polish that includes suitable quantities of UV inhibitors or absorbers in each coat of polish.
Antimicrobial Protection
If required, an antimicrobial additive, compatible with the polishing system, may be added to the lacquer prior to spraying.
Appearance
It is important to note that the colour of the timber will be changed by the application of a finish. The best way to determine the potential colour change on a piece of raw veneer is to moisten the surface with a damp cloth.
Staining/Toning
The colour of Eveneer can be changed to achieve a specific colour and/or to improve its light fastness. For larger changes in colour, staining is the preferred method. After sanding, an oil-based, wiping or penetrating stain is applied by hand, prior to polishing. For small changes in colour, toning may be used. Toning is achieved by adding colour to the first (closest to the timber) coats of polish. Finally, it is important for you to arrange for a polished sample of the veneer specified, indicative of the final finish, to be provided by the cabinet maker responsible for the project. It is recommended that you also run fabrication tests to determine the potential for colour change.
OUR COMMITMENT
Wood is one of our few renewable resources and those of us in the forest products industry have a responsibility to ensure protection and wise utilisation of the forests so that they will be available for future generations.
Elton Group is committed to supplying wood veneers in accordance with advanced environmental standards for forests, water utilisation and raw material utilisation.
All of our veneers are sourced from woods harvested in accordance with the CITES (Convention on International Trade in Endangered Species of Wild Fauna and Flora) International Trade Agreement.
Elton Group is FSC® certified (Forest Stewardship Council®) FSC Licence Code FSC-C020940. The FSC label indicates that the wood used in the production of veneer wood originates from sustainably managed forests according to strict environmental, social and economic standards and other controlled sources.
Another important milestone we have reached in forest management is attainment of OLB certification (Origine et Legalité du Bois OLB-CERT-090501) testifying to the legality and the traceability of forestry operations and industrial wood processing in Cameroon. OLB certification means we can assure our customers of compliance with regulations relating to forestry management, environment, hygiene, health, safety at work, taxation, employment contracts, procurement and export of wood; we also provide certification of the timber’s geographical origin and its traceability to primary processing.
Office operations reduce paper use, we reuse or recycle all packaging and we maintain 800 acres of natural Australian forest in the Otway Ranges, Victoria for the protection of flora and fauna.
RAW MATERIALS
Harvesting of logs is designed to protect the environment and regenerate the species used.
POPLAR
Poplar has been cultivated for decades in Italy using agricultural methods. The Italian plantation poplar, populus sp. euro-americana, is grown in high rainfall areas, mainly in the Pandania Plain, Northern Italy, as a crop alternative to corn, rice or soya. Trees are harvested every 10 – 12 years. The plantations are SGS (Societe Generale de Surveillance) certified for environmental sustainability. SGS founded in 1878 are the world’s leading independent environmental inspection, verification, testing and certification company.
AYOUS
These veneers come from a single specie of tree and are not purchased on the open market but are sourced from the manufacturer. The Cameroon forest concessions are operated under a strict and detailed forest management plan in accordance, with Cameroon forestry regulation (Law No. 94/01– decree 95/531) designed to achieve maximum sustainability and the lowest environmental impact. The total volume of wood harvested is never greater than the wood volume regrowth in the same area.
In April 2009 the forestry and wood processing operations were awarded OLB certification.
ADHESIVES
The adhesive used in the manufacturing process is a special formula of low formaldehyde urea resin.
DYES
Dyes are water based aniline, similar to those used in textiles with no organic thinners, chrome, heavy metals or chlorines. These dyes meet the strict German law of Aromatic Amine, Faberstoffeverboliste, DTD July 27, 1994.
FORMALDEHYDE
Our veneer has European E1 certification = formaldehyde emission of less than 0.1ppm (according to European Norm EN 717-1) or less than 2.5mg/m2 per hour (according to European Norm EN 717-2). WFI and CATAS certificates can be downloaded from our website. E0 is also available subject to quantity and lead time. Birdseye and burl patterns may have emissions more than 3.5mg/m2 per hour due to more adhesive being used in the process. We suggest that normal OH&S timber veneer use practices are followed when using this product.
OPERATIONS
The manufacture of Eveneer is committed to pollution free processing with an operational policy in line with the strictest European Ecological Regulations. The health and safety of the work place is protected through state of the art wood-dust suction systems, purification systems for the water used in the dyeing process as well as environmental systems for the disposal of solvents from the plants. Innovative manufacturing assures maximum product yield and all wood scraps generated during the process are utilised.

↑ Rotary peeling the logs for maximum yield
In general, timber veneered surfaces should be kept clean and dry, out of bright light, in a controlled environment.
Dusting
Use a soft dry cloth or feather duster.
Polishing
Use a high quality furniture polish and a soft dry cloth. It is recommended the polish used not contain any silicone as this may cause re-coating or refurbishment problems at a later date. Do not use harsh cleaners, chemicals, bleach, ammonia or solvents that affect the surface finish. Abrasive cleaners will of scratch the surface and reduce the visual clarity.
Extreme Temperature Changes
The expansion or contraction of timber due to extreme temperature changes may cause damage to the surface coating. Care should be taken in air conditioned or heated environments or next to windows to keep temperature changes within reasonable limits. Use heat resistant place mats under hot items to avoid heat damage.
Spillages
Spillages should be cleaned with a damp cloth as soon as possible as moisture may cause damage to the coating. High humidity, steam and excessive water in contact with the coating may cause the coating to crack and if it gets under the coating causes staining of the veneer surface. If spilled, chemical substances and alcohol should be removed immediately from all veneered surfaces.
Dirty or Greasy Marks
After first wiping with a dry cloth, wipe with a cloth lightly dampened with a mixture of water and a high quality furniture polish. Persistent dirty or greasy marks may be removed with a mild, nonabrasive proprietary cleaner appropriate for the type of surface finish. The appropriateness of the cleaner should be sought from the surface coating or cleaner manufacturer. The effect of the cleaner on the surface should be tested on a hidden or a less conspicuous section of the finished veneer surface.
Bright light and UV
Direct sunlight, very bright indirect light and excessive heat should be avoided on all internal veneered surfaces because fading, bleaching or colour changes to the surface coating and the veneer may occur. Use curtains, blinds and UV filter-membranes on windows to reduce the intensity of the light. Excessive hot sunshine may dry the veneer surface more quickly than the veneer substrate thereby causing small surface checks parallel to the grain to appear and possibly damage the surface coating.
Eveneer is supplied in the raw form and we do not have control over the finishes/clear coats used in fabrication. Please contact your fabricator or coatings supplier for specific care instructions or warranties for the finished product.
Veneer and veneered panels should not be exposed to bright light, excessive heat, high-humidity, chemicals, water and other liquids. Avoid even temporary contact with water and other liquids and avoid any moisture on the product surface. Store flat at least 200mm from the floor and keep covered with plastic sheeting and/or a cover sheet. It is preferable for veneered boards to be coated immediately after sanding, because raw wood exposed to air may oxidise and discolour. To protect from the effects of light and dry air or wind, always keep the raw veneer and uncoated veneered panels completely covered with a panel of flat plywood, MDF, etc. Keep the humidity range of the storage area between 40% and 70% (RH). When transporting veneer, care must be taken to keep it dry, protected from air/wind and clean from road dirt and dust. As in all wood working operations, it is essential that adequate protection is taken against the contact and the breathing of wood dust when processing, and that normal workplace hygiene practices are followed.
SPECIFICATION
We have prepared a sample short form specification to help you specify Eveneer timber veneer. Please highlight and copy and paste the relevant details into your specification sheet. You can add other clauses as appropriate.
Timber Veneer
Eveneer insert veneer name If FSC® certification is required, please specify.
Contact
Elton Group 1-5 Brough St Springvale 3171 Victoria Australia
T +61 3 8555 2235 F +61 3 8555 3009
enquire@eltongroup.com
Grain Direction
As indicated on the drawings (with crown cut veneers note the direction and location of the crowns)
Matching
Leaves are to be slip/book* matched (slip matching is generally recommended for Eveneer)
Substrate
MDF/particleboard/plywood/other* and thickness mm
Backing
Veneered board to be backed with a balancing veneer back face grade/BAMO* (back at manufacturer’s option)
Edges
0.5mm/1.5mm/other* matching veneer edging.
Finishing
Veneer is to be finished using isolator, sealer and top coating products engineered for wood finishing insert finish information supplied by the polish manufacturer. Finish must include UV inhibitors in each coat. All materials must be used in strict accordance with the manufacturer’s instructions. Unfinished veneer must be protected from UV and water exposure.
Gloss Level
Insert gloss level % open pore/fully choked.
*delete as applicable.
SAMPLES
To help with your selection, Eveneer items are available in 100mm x 100mm polished samples. The polish used is a high quality acrylic polyurethane in a 5% gloss level.
Samples are sent by Australia Post regular mail service. Sample requests received before 2pm will be processed same day. To order samples click on the Order Sample tab on the desired product and add to sample cart. At the end of your session proceed to sample cart, at the top right hand of your screen, fill in your details and complete your sample order.
If you require raw veneer samples: A4 size to replenish your Eveneer binder or A6 size to replenish your Elton Group binder, please call us on 1300 133 481 or email enquire@eltongroup.com
Polished samples supplied by Elton Group are not warranted as representative of the finished article. If your client is happy with the veneer selection, it is important for you to arrange a polished sample of the veneer specified, indicative of the finished product, be provided by the cabinet maker responsible for the project. It is recommended that you also run fabrication tests to determine the potential for colour change in your specific application.